| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > MF - metrisches Feingewinde > Maschinengewindebohrer > Durchgangs- und Sackloch > fuer GusswerkstoffeHSSE-TiCN Maschinengewindebohrer Form C für Guss - MF 5 x 0.5 - DIN 374
 Artikel-Nr: 120510002
Artikel-Nr: 120510002
Details: HSSE-TiCN Maschinengewindebohrer Form C für Guss - MF 5 x 0.5 - DIN 374
Lager: 58.37 CHFZurückHSSE-TiCN Maschinengewindebohrer Grauguß/Sphäroguß - Form C - MF 5 x 0,5
58.37 CHFZurückHSSE-TiCN Maschinengewindebohrer Grauguß/Sphäroguß - Form C - MF 5 x 0,5
DIN 374
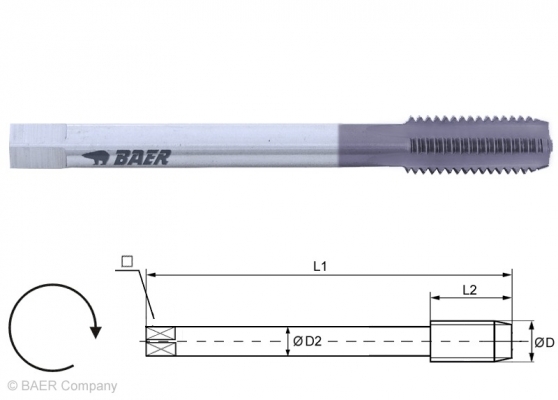
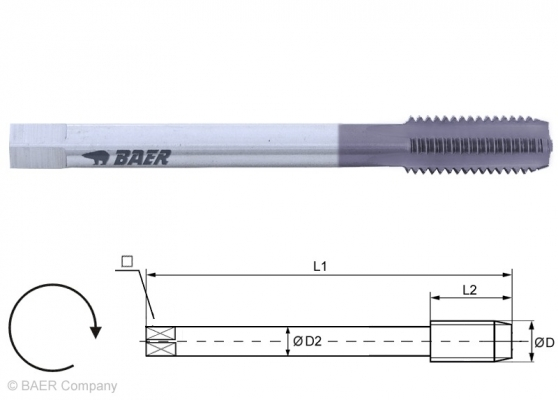
Baumaße:
D: MF 5 x 0.5
L1: 70 mm
L2: 14 mm
D2: 3.5 mm
VK: 2.7 mm
Gewindebohrer für die Maschinenbetätigung und Durchgangsloch und Sackloch.
Durch die Schneidgeometrie und die Oberflächenbehandlung besonders für die Anwendung
in Grauguß (GG), Sphäroguß (GGG) und Magnesiumlegierungen geeignet.
TiCN Beschichtung:
Die TiCN-Beschichtung (Titancarbonnitrid – grauviolett Farbe) erhöht die Oberflächenhärte (ca. 3000 HV) und
Gleiteigenschaften (Reibungskoeffizient: 0,3), daraus resultieren eine höhere Schnittleistung und Standzeit.
Gewindebohrer für die Maschinenbetätigung in Durchgangsloch und Sackloch.
Durch den kurzen Anschnitt ist die Anwendung relativ universal.
Der Span wird hauptsächlich durch die Spannuten aufgenommen und beim Schneiden nicht abgeführt.










4.5 mm Durchgangs- und Sackloch
bis 2,5 x DHSSE
TiCNbis 900 N/mm²
27,1 HRCForm C gerade genutet 







2-3 Gänge Spanabfuhr (siehe Abbildung) Außenkühlung und -Schmierung ISO2/6H
Anwendung:
Grauguß GG
Sphäroguß GGG
Magnesiumlegierungen
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Gusseisen mit Lamellengraphit Schnittge-
schwindigkeit
vc in m/minGusseisen mit Kugelgraphit Schnittge-
schwindigkeit
vc in m/minMagnesium-Legierungen Schnittge-
schwindigkeit
vc in m/min0.6010 EN-GJL 100 (GG-10) 10 - 20 0.7040 EN-GJL-400-15 (GGG-40) 8 - 13 3.5612 MgAl 6 Zn 5 - 10 0.6020 EN-GJL 200 (GG-20) 10 - 18 0.7060 EN-GJL-600-3 (GGG-60) 8 - 13 3.5912 G-MgAl9Zn1 5 - 10 0.6030 EN-GJL 300 (GG-30) 10 - 18 0.7080 EN-GJL-800-2 (GGG-80) 5 - 10 0.6040 EN-GJL Z (GG-40) 8 - 15 0.7677 GGG-NiCr 30 1 8 - 12
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen. - Gewindehülsen