| zum Warenkorb |
- Gewindeeinsätze
- Gewindehülsen
- Gewindeschneiden
- Spiralbohrer
- Blindnieten und Muttern
Katalog > Gewindeschneiden > Gewindebohrer & Schneideisen > M - metrisches Regelgewinde > Gewindeformer > fuer universellen EinsatzHSSE-TIN Former M 2 x 0.4 - DIN 371 mit Schmiernut
 Artikel-Nr: 111101001
Artikel-Nr: 111101001
Details: HSSE-TIN Former M 2 x 0.4 - DIN 371 mit Schmiernut
Lager: 31.35 CHFZurückHSSE-PM-TIN Maschinengewindeformer M 2 x 0,4 - DIN 371 mit Schmiernut
31.35 CHFZurückHSSE-PM-TIN Maschinengewindeformer M 2 x 0,4 - DIN 371 mit Schmiernut
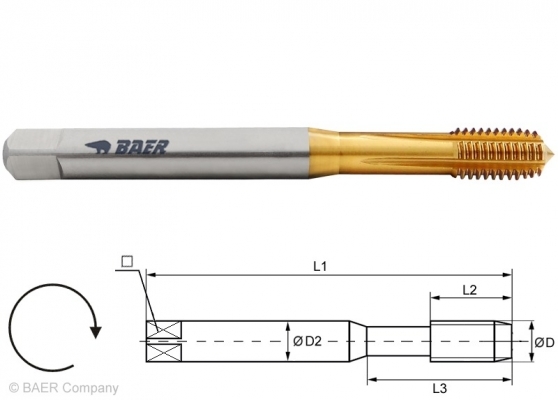
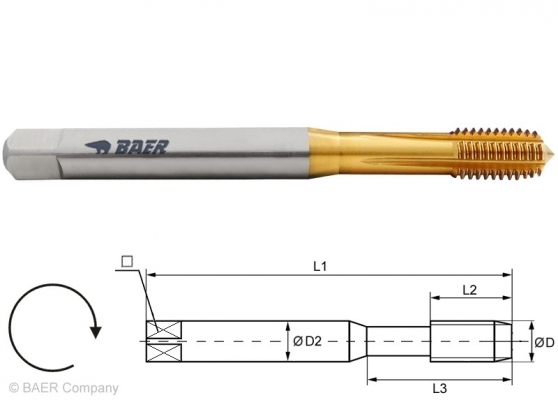
DIN 371
Baumaße:
D: M 2 x 0.4
L1: 45 mm
L2: 7 mm
L3: 11 mm
D2: 2.8 mm
 : 2.1 mm
: 2.1 mm
Vorteile:
- Es fallen keine Späne an
- Bis zu 20-fach höhere Standzeit (im Vergleich zu Gewindebohrern)
- Gleichzeitig für Durchgangloch und Sackloch
- Breite Werkstoffpalette kann bearbeitet werden
- Ein Verschneiden des Gewindes ist unmöglich
- Keine Steigungs- oder Flankenwinkelfehler
- Sehr hohe Lehrenhaltigkeit
- Höhere Festigkeit des Aufnahmegewindes durch Materialverformung
bzw. nicht unterbrochenen Faserverlauf
- Höhere Oberflächengüte
- Viel höhere Schnittgeschwindigkeit
In dieser Variante mit verbesserter Geometrie, um eine optimale Bearbeitung von möglichst
vielen Materialien zu erreichen. Durch das Grundmaterial HSSE Pulvermetall erhöht zusätzlich die Härte
und die Zähigkeit des Gewindeformers. Die Schmiernuten sorgen für die nötige Schmierung bis zu Tiefen von 3,0 D.
Bitte beachten Sie genügend Schnittgeschwindigkeit zu erreichen, sodass das
Material optimal plastifizieren kann - ausschließlich für die Maschinenbetätigung.
Die TIN-Beschichtung (Titan-Nitrid – goldgelbe Farbe) erhöht die Oberflächenhärte (ca. 2300 HV) und
Gleiteigenschaften, daraus resultieren eine höhere Schnittleistung und Standzeit.




1.85 mm Durchgangs-
und Sackloch bis 3,0 x DHSSE-PM
TINbis 1200 N/mm²
37,1 HRC


2-3 Gänge Außenkühlung und -Schmierung ISO2/6HX
Anwendung:
Stähle bis 1200 N/mm²
Rostfreie Stähle bis 1000 N/mm²
Aluminiumguss- und Knetlegierungen Si <10% (mittlere Spanlänge)
Kupfer, Kupferlegierungen und Messing (langspanend)
Reinnickel und Nickellegierungen bis 1000 N/mm²
Anwendung - Beispielmaterialien:
Schnittgeschwindigkeit vc [m/min] = (Außendurchmesser * π * Drehzahl) / 1000Baustahle, Einsatzstähle Schnittge-
schwindigkeit
vc in m/minLegierte Stähle, Vergütungsstähle Schnittge-
schwindigkeit
vc in m/minRostfreier Stahl (ferritisch, autenitisch, martensitisch) Schnittge-
schwindigkeit
vc in m/min1.0050 St 50-2 40 - 45 1.0511 C40 35 - 40 1.4105 X6CrMoS17 15 - 20 1.0718 11SMnPb30 40 - 45 1.1269 Ck85 35 - 40 1.4301 X5CrNi18-10 (V2A) 15 - 20 1.7131 16MnCr5 40 - 45 1.7043 38Cr4 15 - 20 1.4571 X6CrNiMoTi17-12-2 (V4A) 15 - 20 1.7320 20MoCr3 35 - 45 1.2344 X40CrMoV5-1 30 - 35 1.4125 X105CrMo17 15 - 20 Reinaluminium, Aluminiumguß- und Knetlegierungen Si<10% (mittlere Spanlänge) Schnittge-
schwindigkeit
vc in m/minKupferlegierung, Messing (langspanend) Schnittge-
schwindigkeit
vc in m/minReinnickel und Nickellegierung Schnittge-
schwindigkeit
vc in m/min3.0205 Al99 40 - 45 2.0060 E-Cu 57 40 - 45 1.3926 RNi12 10 - 15 3.3315 AlMg5 40 - 45 2.0321 CuZn37 (Ms58) 40 - 45 2.4668 NiCr19Fe19NbMo (Inconel 718) 5 - 10 3.1645 AlCuMgPb 40 - 45 2.1020 CuSn6 40 - 45 2.4630 Ni-Cr20Ti
(Nimonic 75)5 - 10 3.2373 G-AlSi9Mg 35 - 40 2.4665 NiCr22Fe18Mo (Hastelloy X) 5 - 10
Drehzahl n [1/min] = (Schnittgeschwindigkeit in m/min * 1000) / (Außendurchmesser * π)
Vorschubprogrammierung [mm/min] = Drehzahl * Steigung
Bitte beachten Sie das die oben angegebenen Schnittgeschwindigkeiten als Richtwerte zu verstehen sind und je nach Schmierung und
Betätigung angepasst werden müssen..
Schneidöl oder Emulsion werden empfohlen.
- Gewindehülsen